
Устанавливаю в картере предварительно собранную коробку дифференциала вместе с наружными кольцами подшипников.
Устанавливаю две регулировочные гайки 4 (рис. 5.6) так, чтобы они соприкасались с кольцами подшипников. Устанавливаю крышки подшипников и затягиваю болты крепления динамометрическим ключом.
Предварительный натяг подшипников коробки дифференциала и регулировка бокового зазора в зацеплении шестерен главной передачи. Эти операции выполняют одновременно при помощи приспособления А.95688/R и ключа А.55085. Закрепляю на картере редуктора приспособление (рис. 5.6) винтами 1 и 6, ввернув их в отверстия под болты крепления стопорных пластин регулировочных гаек.
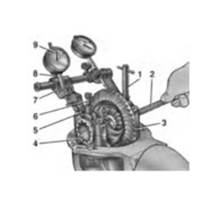
Рисунок 5.6 - Проверка предварительного натяга подшипников коробки дифференциала приспособлением А.95688/R: 1 — винт крепления; 2 — ключ А.55085; 3 — ведомая шестерня; 4 — регулировочная гайка; 5 — промежуточный рычаг; 6 — винт крепления; 7 — кронштейн индикатора; 8 — винт затягивания кронштейна; 9 — индикатор для проверки предварительного натяга подшипников коробки дифференциала.
По направляющей приспособления произвожу смещение кронштейна 7 до соприкосновения рычага 5 с наружной боковой поверхностью крышки и затягиваю винт 8. Ослабляю винты 1 и 3 (рис. 5.7), и устанавливаю кронштейн 4 так, чтобы ножка индикатора 2 опиралась на боковую поверхность зуба ведомой шестерни у края зуба, затем затягиваю винты 1 и 3. Поворачивая регулировочные гайки, предварительно регулирую боковой зазор между зубьями ведущей и ведомой шестерен в пределах 0,08– 0,13 мм. Зазор проверяю по индикатору 2 при покачивании шестерни 6. При этом подшипники не должны иметь предварительного натяга. Регулировочные гайки должны находиться только в соприкосновении с подшипниками, в противном случае нарушается правильность измерения предварительного натяга.
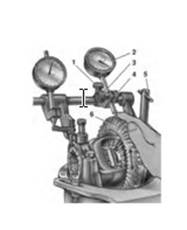
Рисунок 5.7 - Проверка бокового зазора в зацеплении шестерен главной передачи приспособлением А.95688/R: 1 — винт затягивания кронштейна; 2 — индикатор для проверки бокового зазора в зацеплении ведущей и ведомой шестерен; 3 — винт крепления стержня индикатора; 4 — кронштейн индикатора; 5 — винт крепления; 6 — ведомая шестерня.
Последовательно и равномерно затягиваю две регулировочные гайки подшипников, при этом крышки подшипников дифференциала расходятся и, следовательно, увеличивается расстояние "D" (рис. 5.8). Это расхождение отмечает индикатор 9 (рис. 5.6), на ножку которого действует рычаг 5. Гайки для регулировки подшипников коробки дифференциала затягиваю до увеличения расстояния "D" (рис. 5.8) на 0,14–0,18 мм. Установив точный предварительный натяг подшипников коробки дифференциала, окончательно проверяю боковой зазор в зацеплении шестерен главной передачи, который не должен измениться. Если зазор в зацеплении шестерен больше 0,08–0,13 мм, то приближаю ведомую шестерню к ведущей или отодвигаю, если зазор меньше. Чтобы сохранить установленный предварительный натяг подшипников, перемещаю ведомую шестерню, подтягивая одну из регулировочных гаек подшипников и ослабляя другую на тот же самый угол.
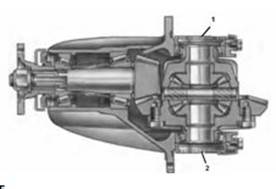
Рисунок 5.8 - Схема для проверки предварительного натяга подшипников коробки дифференциала: D — расстояние между двумя крышками подшипников дифференциала; 1, 2 — регулировочные гайки.
Для точного выполнения этой операции необходимо следить за индикатором 9 (рис. 5.6), который показывает величину ранее установленного предварительного натяга подшипников. После затягивания одной из гаек показание индикатора изменится, так как увеличится расхождение "D" (рис. 5.8) крышек и предварительный натяг подшипников. Поэтому другую гайку ослабляю до тех пор, пока стрелка индикатора не вернется в первоначальное положение. После перемещения ведомой шестерни, по индикатору 2 (рис. 5.7) проверяю величину бокового зазора. Если зазор не соответствует норме, повторяю регулировку. После проведения всех регулировок снимаю приспособление А.95688/R, устанавливаю стопорные пластины регулировочных гаек и закрепляю их болтами с пружинными шайбами.
В данной работе была поставлена цель: разработать технологию разборки, дефектации и сборки заднего моста автомобиля ВАЗ – 2107.