
Коленчатый вал изготовлен горячей штамповкой из стали 42ХМФА-Ш. Он имеет 5 коренных опор и 4 шатунные шейки. В шатунных шейках имеются закрытые заглушки и внутренние полости для центробежной очистки масла. На носке коленчатого вала установлена шестерня привода масляного насоса, на хвостовике — распределительная шестерня в сборе с маслоотражателем. От осевых смещений вал фиксируется четырьмя сталеалюминиевыми полукольцами, которые устанавливаются в выточке задней коренной опоры. Хвостовик коленчатого вала уплотняется резиновым самоподвижным сальником. Для улучшения работы системы смазки в шатунных шейках коленчатых валов последних выпусков устанавливаются втулки для центробежной очистки масла, как показано на рис. 6.
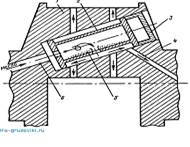
Рис. 6. Схема установки втулок для центробежной очистки масла внутри коленчатого вала:1 — шатунная шейка коленчатого вала; 2 — бронзовая втулка; 3 — заглушка; 4, 6 — масляные каналы; 5 — отстой
Заглушки коленчатого вала при капитальном ремонте подлежат 100 %-й замене. Извлекаются они из своих гнезд перед мойкой коленчатого вала специальным съемником. Коленчатые валы при поступлении в углубленный текущий или капитальный ремонт могут иметь следующие дефекты:
обломы и трещины; изгиб вала (5—10 % от общего количества коленчатых валов, поступающих в капитальный ремонт); износ коренных и шатунных шеек.