По данным исследований около 25% рабочего времени теряется из-за отсутствия четкого планирования и контроля работы производственных подразделений и отдельных исполнителей. Поэтому необходимо внедрять более совершенные методы управления процессами ТО и ремонта подвижного состава.
Применительно к существующей планово-предупредительной системы ТО и ремонта подвижного состава разработана система организации управления производством получившая название централизованной системы управления .
Основные ее принципы:
а. Управление процессом ТО и ремонта подвижного состава осуществляет отдел управления производством.
б. Организация ТО и ремонта в АТП основано на технологическом принципе формирования производственных подразделений при котором каждый вид обслуживания выполняют специализированные подразделения.
в. Подразделения объединяются в производственные комплексы:
-комплекс технического обслуживания и диагностирования
-комплекс текущего ремонта
-комплекс ремонтных участков
г. Подготовка производства (комплектование оборотного фонда, доставка агрегатов, узлов и деталей на рабочие места и с рабочих мест, мойка агрегатов, узлов и деталей перед отправкой в ремонт, обеспечение рабочим инструментом и его заточка, перегон автомобилей из зон в зону). Осуществляет комплекс подготовки.
д. Обмен информации между отделом управления и производственными подразделениями базируются на двусторонней диспетчерской связи средства автоматики и телемеханики.
Данная система производством ТО и ремонта позволяет значительно снизить простои автомобилей, повысить коэффициент технической готовности до 10%, снизить непроизводственные затраты рабочего времени.
Структурная схема централизованного управления производством ТО и ремонта автомобилей в АТП представлена на рисунке 2.1
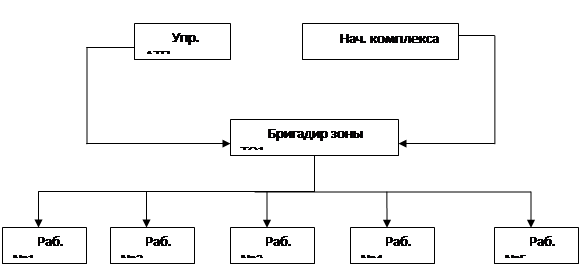
Схема управления проектируемой зоны приведена на рисунке 2.2.
Рисунок 2.1
“Структурная схема централизованного управления производством ТО и ремонта автомобилей в АТП”
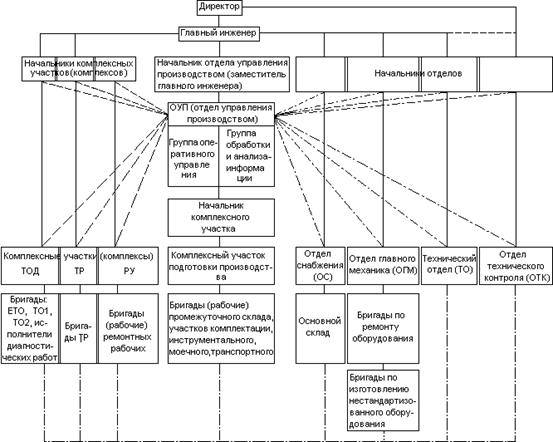
![]() административное подчинение;
административное подчинение;
![]() оперативное подчинение;
оперативное подчинение;
![]() деловая связь
деловая связь
“Схема технологического процесса ТО-1”
Рисунок 2.2