
Палец поршня рассчитывается:
- на прочность от изгибающих его моментов;
- на предельно допустимую деформацию (овализацию) во избежание заклинивания в верхней головке шатуна;
- на удельное давление на его трущихся поверхностях.
Вследствие переменного характера действующих на палец нагрузок расчет его на прочность целесообразно производить по пределу усталости.
Обычно палец поршня рассчитывается на изгиб как балка, опертая по краям и нагруженная равномерной нагрузкой, распределенной по краям по длине бобышек поршня, и в средней части - по длине верхней головки шатуна. При этом максимальный изгибающий момент, действующий по середине пальца, оказывается равным
![]() ,
,
где L = 0,065м - расстояние между серединами опорных участков в бобышках поршня;
а = 0,026м - длина верхней головки шатуна;
Рс - сила, действующая на палец со стороны поршня.
При плавающем пальце для каждой точки его расчетного сечения возможен такой случай , когда в момент действия максимального усилия (таковым обычно является РГmax-Рj) она окажется либо в зоне максимально растянутых либо в зоне максимально сжатых волокон . Таким образом, в каждой точке расчетного сечения напряжение может колебаться в соответствии с изменением нагрузки от PИmax до -РИmin, где РИmax=PГmax-PjПОР.
Этот случай симметричного цикла нагружения наиболее опасен с точки зрения прочности поршневого пальца и потому является расчетным.
Соответствующий изгибающий момент будет изменяться в пределах от +МИmax до –МИmax, где:
 ,
,
где PJ пор – сила инерции узла поршня без пальца:
![]() где М пор = 1,02 кг – масса поршня без пальца; α = 00.
где М пор = 1,02 кг – масса поршня без пальца; α = 00.
![]()
Момент сопротивления пальца на изгиб
 ;
;
где DП и dП – соответственно наружный и внутренний диаметр расчетного сечения пальца.
Среднее напряжение рассматриваемого цикла (в данном случае) равно нулю, а амплитуда цикла
![]()
Запас прочности пальца на изгиб определяется по формуле
 .
.
Величина s-1 = 400 - 450 Мпа. Для цементированных или азотированных шлифованных и полированных пальцев коэффициент фактора размерности ex для вала диаметром до 40 мм равен 0,9, а ![]() можно принять равным 1.
можно принять равным 1.
Запас прочности лежит в пределах 1,0 – 2,2, следовательно, полученное значение nσ-1 = 1,5 удовлетворяет нормам прочности.
4.3 Расчет на предельно допустимую деформацию (овализацию)
Под действием силы Рс палец овализируется, как показано на рисунке 4.2. Овализация достигает наибольшей величины в середине пальца. В направлении действия Рс диаметр пальца уменьшается, в противоположном направлении - увеличивается. При овализации пальца на его внутренней и внешней поверхностях возникают напряжения, характер которых определяется изменением кривизны пальца. По наружной поверхности пальца, например, в точках 1 и 3, возникают напряжения растяжения, а в точках 2 и 4 - сжатия. По внутренней поверхности пальца в точках 1’ и 3’ возникает напряжение сжатия, а в точках 2’ и 4’ - растяжения.
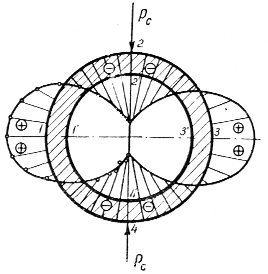
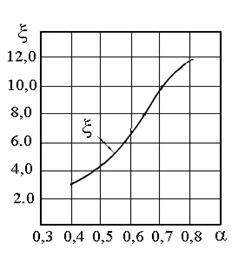
Рисунок 4.2 Рисунок 4.3
Наибольшие напряжения при овализации возникают в точках 2’и 4’ :
![]() ,
,
где LП = 0,09м – общая длина пальца;
ξ = f(α), где a = ![]() . Тогда ξ =f(α)»1,5.
. Тогда ξ =f(α)»1,5.
Значения коэффициентов x в зависимости от a даны на рисунке 4.3.
![]() .
.
Величина sOB поршневых пальцев мощных двигателей лежит в пределах 110-300 МПа.
Степень овализации поршневого пальца задается обычно как увеличение внешнего диаметра в направлении, перпендикулярном приложению нагрузки. Это увеличение диаметра Δdn может быть определено по формуле, предложенной Р.С. Кинасошвили:
![]() ,
,
где Е = 2,1·1011 МПа - модуль упругости первого рода;
![]() .
.