
Наплавка металла — это нанесение металла на поверхность детали с помощью сварки.
По техническим признакам различают следующие виды наплавки:
- по степени механизации процесса — ручная, механизированная, автоматизированная, автоматическая;
- по способу защиты металла в зоне сварки — под слоем флюса, под расплавленной обмазкой электрода в вакууме и в защитном газе;
- по характеру протекания процесса — непрерывные и прерывные.
Сущность наплавки под слоем флюса состоит в том, что сварочная дуга, возникающая между электродом и изделием, защищается от окисления кислородом воздуха слоем расплавленного гранулированного флюса толщиной 20—40 мм. Флюс, поступающий в зону сварочной дуги, плавится под действием выделяемого ею тепла.
Принципиальная схема полуавтоматической электродуговой наплавки деталей под слоем флюса показана на рис. 15.
Сварочный ток от источника тока по проводам подводится к контактам, касающимся сварочной проволоки и медной шины, расположенной на патроне.
Для наплавки деталей под слоем флюса выпускаются наплавочные головки различных конструкций: ПШ-5, ПШ-54, ПДШ-500, ПДШМ-500, АБС, А-409, А-580, ПАУ-1, ОСК-1252М. Наплавочная головка устанавливается на суппорт токарно-винторезного станка и перемещается при наплавке деталей с помощью ходового винта токарно-винторезного станка.
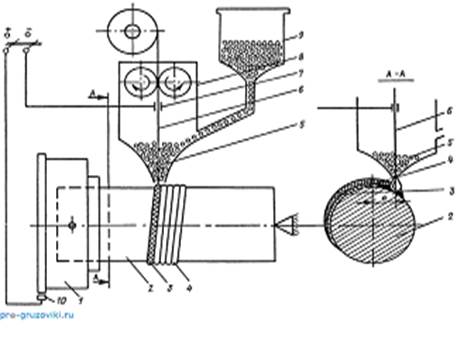
Рис. 15. Схема установки для полуавтоматической электродуговой наплавки деталей под слоем флюса:
1 — патрон токарно-винторезного станка;
2 — восстанавливаемая деталь;
3 — слой шлака; 4 — наплавленный металл;
5 — флюс; 6 — электродная проволока; 7 — контакт провода от источника тока с электродной проволокой; 8 — наплавочная головка; 9 — бункер с флюсом; 10 — контакт провода от источника тока с медной шиной патрона (деталью); е — смещение электрода относительно вертикальной оси детали (эксцентриситет электрода)
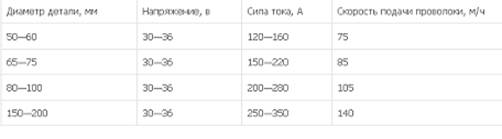
Твердость наплавленного слоя порошковыми проволоками достигает HRC 52—56. Режимы наплавки цилиндрических поверхностей при постоянном токе обратной полярности представлены в табл. 10.
Таблица 10. Параметры наплавки цилиндрических поверхностей электродной проволокой диаметром 1,2—2,5 мм с вылетом 20—30 мм.
Преимущества восстановления деталей наплавкой под слоем флюса следующие: производительность автоматической наплавки под слоем флюса выше в 3—5 раз по сравнению с ручной сваркой; высокое качество наплавленного металла и высокая его износостойкость; для выполнения работ не требуется высокой квалификации наплавщика.
К недостаткам наплавки деталей под слоем флюса относятся большая зона термического влияния, значительный нагрев деталей малых размеров, снижение усталостной прочности деталей на 20—40 %.
Осталивание (железнение)
Электролитическое осаждение железа возможно вести в ваннах с горячим и холодным электролитами (горячее и холодное осталивание) при постоянном и переменном асимметричном токе. Формы постоянного и переменного асимметричного тока показаны на рис. 16.
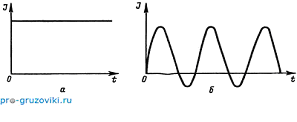
Рис. 16. Формы тока, применяемые при осталивании (железнении) деталей: а — при постоянном токе; б — при переменном (асимметричном) токе
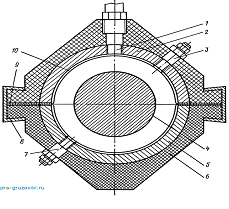
Рис. 17. Схема комплексного анода для осаждения электролитического железа (осталивание): 1 — штуцер подвода электролита; 2, 5 — полукольца анода; 3, 7 — электроконтакты; 4 — шейка вала; 6 — текстолитовый корпус анода; 8 — замок; 9 — прокладка; 10 — полость, заполненная электролитом
Холодное осталивание асимметричным током представляет собой процесс нанесения металлопокрытия на изношенные поверхности деталей с применением управляемого асимметричного тока. При этом виде осталивания получается наиболее прочное покрытие.
Процесс электролиза под давлением повышает твердость осажденного электролитического железа с HRC 45—48 до 60—63 при существенном улучшении качества покрытия.
Осаждение металла на круглую деталь в проточном электролите под давлением 0,15—0,20 МПа осуществляется внутри комплексного анода, показанного на рис. 17. Холодное осталивание производится в электролите следующего состава: хлористое железо — 400—500 г/л; йодистый калий — 5—10 г/л; серная кислота — 1 мл/л; содержание соляной кислоты определяется по плотности рН, которая должна быть не более 1,5.