
Перспективным способом восстановления деталей является способ нанесения покрытий с помощью потока плазмы, в том числе способ воздушно-плазменной наплавки.
Принципиальная схема образования плазменной струи в плазмотронах показана на рис. 18.
Плазма — это сильноионизированный газ, который образуется при прохождении его в узком канале плазмотрона между двумя электродами через дуговой разряд дежурной дуги.
Плазменная дуга возникает после подачи плазмообразующего газа и прохождения его через дежурную дугу и сопло плазмотрона.
Под действием дугового разряда дежурной дуги молекулы газа распадаются на ионы и электроны. В 1 см3 плазмы содержится 109—1010 и более заряженных частиц (ионов и электронов).
В узком канале плазмотрона скорость направленного движения частиц достигает 300—1000 м/с. При сжатии потока газа процесс плазмообразо-вания сильно интенсифицируется. Выделение тепловой энергии происходит при соединении ионов в молекулы, при этом температура струи достигает 16000 .26000 °С.
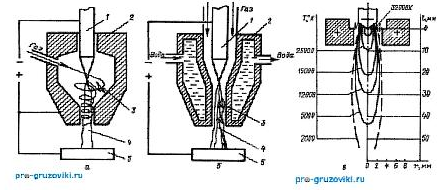
Рис. 18. Принципиальная схема образования плазменной струи: а — при тангенциальной подаче плазмообразующего газа (N2, O2, воздуха) в дуговую камеру плазмотрона; б — при прямой подаче плазмообразующего газа в дуговую камеру плазмотрона; в — распределение температуры в плазменной сгруе радиусом r по ее длине l; 1 — вольфрамовый электрод; 2 — корпус плазмотрона; 3 — дежурная дуга; 4 — плазменная струя; 5 — деталь, подлежащая восстановлению
Сущность способа плазменной наплавки заключается в том, что источником теплоты для расплавления металла служит тепловая энергия плазменной струи. Горение дежурной дуги может происходить между электродом плазмотрона и изделием, между электродом и токоведущей присадочной проволокой и комбинированным способом, когда горят две дуги между неплавящимся электродом и изделием и между неплавящимся электродом и токоведущей присадочной проволокой. При плазменных способах наплавки присадочный материал может подаваться в виде проволоки, ленты или порошка. Пост для плазменной наплавки состоит из источника питания ПС-500, выпрямителя напряжения 60 В, сварочной головки и механизма перемещения сварочной головки относительно изделия.
При плазменной наплавке на прямой полярности вначале возбуждается маломощная дежурная дуга силой тока 20—30 А. Питание ее осуществляется от основного источника сварочным током через балластный реостат.
Высокая концентрация тепловой энергии в плазменной струе, стабильность дугового разряда, возможность раздельного регулирования степени нагрева основного и присадочного материалов обеспечивают преимущества плазменной наплавки перед другими видами наплавки, особенно в тех случаях, когда присадочный материал по составу и свойствам отличается от основного.
В авторемонтном производстве для восстановления деталей применяются сварка и наплавка. Этими способами восстанавливаются более 40 % деталей. Сварка — процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом их деформировании или совместном действии того и другого. Электрическая сварочная дуга — это мощный длительный электрический разряд между электродами под действием напряжения постоянного или переменного тока.
На рис. 19 схематически изображен электродуговой разряд между электродом и деталью под действием постоянного электрического тока напряжением 36 В. Отрицательный электрод называется катодом (—), а положительный электрод — анодом (+). Дуговой разряд состоит из катодной области, столба дуги и анодной области. Газ столба дуги ослепительно ярко светится, поэтому глаза сварщика должны быть защищены маской с темными стеклами. Температура столба дуги достигает 6000 . 8000 °С, а электропроводность приближается к электропроводности металлов. Основаниями столба служат резко ограниченные зоны на поверхности электродов — электродные пятна. Ручная электродуговая сварка является распространенным способом восстановления поврежденных деталей, так как этим способом можно вести сварку в труднодоступных местах. Недостатками ее являются низкая производительность и зависимость качества работы от квалификации сварщика. Для сварки автомобильных деталей наибольшее распространение получили электроды УОНИ-13/45, УОНИ-13/55 и др. Сварка электродами УОНИ-13/45 ведется на постоянном токе при обратной полярности.
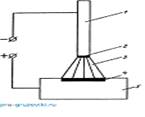
Рис. 19. Схема электродугового разряда между электродом и деталью: 1 — электрод; 2 — катодная область (расплавленная часть электрода); 3 — электродуговой разряд (сварочная дуга); 4 — анодная область (расплавленный металл); 5 — деталь