
Сварка деталей из алюминиевых сплавов производится на постоянном токе при обратной полярности электродами ОЗА-2 аргонно-дуговым способом. Детали, соединенные аргонно-дуговой сваркой, обладают большой прочностью. Источником сварочного тока при сварке являются сварочные генераторы постоянного тока. На выходном щитке генератора имеются клеммы плюс (+) и минус (—). Важное значение имеет порядок подсоединения проводов, идущих от источника тока до детали и электрода.
Если зажим «минус» (—) сварочного генератора присоединяется к электроду, то полярность считается прямой, а если он соединяется с деталью, то полярность считается обратной.
При прямой полярности больше разогревается и плавится деталь и меньше электрод. Обратная полярность применяется при наплавке деталей (так как надо сильнее разогреть и расплавить электрод), при сварке чугуна холодным способом (для уменьшения нагрева детали), при сварке и наплавке деталей, изготовленных из сплава алюминия.
Схема электролитического восстановления деталей хромированием показана на рис. 20. При хромировании деталь является катодом, а в качестве анодов применяются нерастворимые свинцовые пластины (полукольца). В авторемонтном производстве для хромирования применяются ванны с универсальным электролитом. В состав универсального электролита для хромирования входят хромовый ангидрид Cr2О3 (250 г/л) и серная кислота H2SO4 (2,5 г/л).
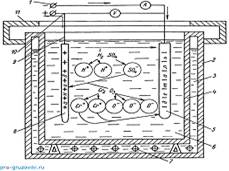
Рис. 20. Схема электролитического восстановления деталей хромированием: 1 — электрическая шина катода; 2 — наружная стенка ванны; 3 — вода для подогрева электролита в ванне; 4 — внутренняя стенка ванны; 5 — катод [деталь (—)]; 6 — электролит; 7 — электроподогреватель; 8 — анод [свинцовая пластина (+)]; 9 — подвеска детали; 10 — электрическая шина анода (+); 22 — крышка ванны
Соотношение 250:2,5, равное 100, обеспечивает постоянство концентрации ионов. Это соотношение поддерживается автоматически при введении в электролиты вместо серной кислоты сернокислого стронция SrSO4 и кремнефтористого калия K2SiF6 в количестве, превышающем их растворимость. Такой электролит называется саморегулирующим, так как автоматически поддерживается постоянство концентрации ионов SO^2-^4 и SiF^2-^6.
Хромированием восстанавливается большое число разнообразных, особенно малогабаритных, деталей с небольшим износом, клапаны и толкатели, шкворни, шейки валов под подшипники и т. д.
Технологический процесс восстановления деталей хромированием включает следующие операции:
- механическую обработку поверхности детали до получения необходимой геометрической формы;
- промывку деталей в органических растворителях (бензине, трихлорэтане и др.);
- монтаж детали на подвеску таким образом, чтобы детали прочно удерживались на ней и одинаково находились от поверхности анода;
- электролитическое обезжиривание в растворе следующего состава: едкий натр NaOH—30—50 г/л; кальцинированная сода Na2CO3 — 25—30 г/л; жидкое стекло Na2SiO3—10—20 г/л; температура электролита 60 .70 °С; плотность электрического тока 5—6*102 А/см2; время выдержки на катоде 2—3 мин, на аноде — 1—2 мин;
- промывку в горячей воде (60 .80°С);
- промывку в холодной воде;
- загрузку деталей в ванну для хромирования.
Общий вид установки для электролитического осаждения металла представлен на рис. 21.
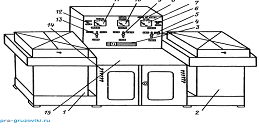
Рис. 21. Установка для электролитического осаждения металлов ОГ-1349А:
1, 2 — ванны с электролитом;
3 — реостат;
4 — пульт управления;
5, 13 — пакетный переключатель изменения полярности;
6, 12 — включатели электроподогрева ванн; 7, 11 — амперметры; 8 — переключатель амперметра с 200 на 20 А; 9 — пакетный включатель установки в цепь электрического тока от выпрямителя; 10 —вольтметр; 14 — включатели магазина сопротивлений; 15 — стол установки
Декапирование — снятие с детали тончайшей окисной пленки в течение 30—90 с при плотности тока (2,5—4,0) 102 А/см2 путем пропускания тока в обратном направлении процессу осаждения хрома.
Хромирование деталей производится согласно выбранному режиму. Твердость хромовых осадков зависит от плотности тока и температуры электролита. Для определения плотности тока и температуры электролита пользуются графиком, представленным на рис. 22. В соответствии с графиком задаются твердостью, видом осадка (серый, блестящий или молочный) и определяют плотность тока и температуру электролита.

Рис. 22. Диаграмма зависимости расположения зон различных хромовых осадков от температуры электролита в ванне и плотности тока: 1 — кривые, ограничивающие зону образования блестящих осадков в ванне с универсальным электролитом; 2 — кривая, ограничивающая зону образования блестящих осадков в ванне с саморегулирующимся электролитом; 3 — зона образования износостойких осадков (цифры в кружочках показывают микротвердость осажденного хромового покрытия)