
Так как расчёт количества мест регистрации всегда проводится на пиковый период нагрузки аэропорта, то для расчёта λпасс необходимо определить время-пик по регистрации. Для этого построим столбиковую диаграмму.
Столбиковая диаграмма на день-пик
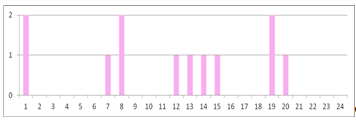
часы-пик с 1 до 2, с 8 до 9, с 19 до 20.
![]() = 1/15*((0,162*117*0,73*0,9)+(0,139*117*0,73*0,9)+(0,042*117*0,71*0,9)) = 2 пасс./ч.
= 1/15*((0,162*117*0,73*0,9)+(0,139*117*0,73*0,9)+(0,042*117*0,71*0,9)) = 2 пасс./ч.
Выше была определена интенсивность входящего потока пассажиров для авиакомпании. Теперь определим интенсивность входящего потока пассажиров для аэропорта (![]() ), исходя из соотношения объемов отправок пассажиров авиакомпании и аэропорта.
), исходя из соотношения объемов отправок пассажиров авиакомпании и аэропорта.
![]() =
= 
![]() =(7870,8/1100)*2=14 пасс/час
=(7870,8/1100)*2=14 пасс/час
Интенсивность входящего потока пассажиров на регистрацию будет равна:
![]() =14*0,8 = 11
=14*0,8 = 11
Расчёт количества стоек регистрации при свободном методе
|
Мобсл |
V |
Трасч | |
|
0,58 |
1,71 |
2 | |
|
6 | |||
|
10 | |||
|
0,67 |
1,50 |
2 | |
|
6 | |||
|
10 | |||
|
0,75 |
1,33 |
2 | |
|
6 | |||
|
10 | |||
|
0,83 |
1,20 |
2 | |
|
6 | |||
|
10 | |||
|
0,92 |
1,09 |
2 | |
|
6 | |||
|
10 | |||
|
1,00 |
1,00 |
2 | |
|
6 | |||
|
10 | |||