
Рис. 2.2.4 – Измерение диаметра изготовленных гильз с помощью штангенциркуля
Рис. 2.2.5 – Измерение глубины выточки с помощью глубиномера с индикаторной головкой
Рис. 2.2.6 - Измерение высоты упорного буртика гильзы
Широкое применение при контроле деталей находят индикаторные нутромеры. Точность измерения отверстий с помощью этих приборов лежит в пределах от 0,01 до 0,03 мм, а при настройке их по специальным эталонным кольцам точность замера значительно повышается. Нутромеры обычно имеют в комплекте сменные насадки, с помощью которых обеспечивается измерение диаметров отверстий в пределах диапазона измерения прибора. Перед измерением отверстия необходима установка индикатора нутромера на нуль. Существует несколько способов - с помощью кольцевого калибра, специального установочного прибора и микрометра. Наиболее точно установка на нуль выполняется с помощью кольцевого калибра (рис. 2.2.7). Установив рабочую часть нутромера в калибр, покачиванием стержня определите положение стрелки, определяющее минимальный размер, после чего сдвигом шкалы индикатора нуль шкалы совмещается со стрелкой. Недостатком данного способа является необходимость иметь достаточно большое количество калибров, что неудобно при ремонте двигателей большого числа моделей. Более удобно использование установочного прибора, настраиваемого на любой размер. Такой прибор аналогичен микрометру, но имеет широкую рабочую поверхность для удобства настройки нутромера. Способы настройки нутромера с помощью установочного прибора или микрометра могут дать погрешность из-за отклонения формы измерительных поверхностей нутромера от сферы, например, вследствие их износа.
В некоторых случаях при ремонте деталей сложной конфигурации (блоки цилиндров, головки и др.) приходится сталкиваться с определением толщины стенок в конкретных сечениях. Для этого можно использовать специальный прибор -стенкомер (рис. 2.2.8). Его точности - 0,1 мм вполне достаточно, поэтому при необходимости его нетрудно изготовить. Использование стенкомера позволяет избежать ошибок, например, при растачивании и пользовании поврежденных блоков цилиндров. С помощью лекального угольника (рис. 2.2.9) можно приближенно определить, например, неперпендикулярность отверстия шатуна к его боковой поверхности или цилиндра к верхней плоскости блока.
 |
Рис. 2.2.7 - Настройка нутромера на нуль с помощью кольцевого калибра
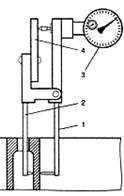
Рис. 2.2.8 - Схема измерения толщины стенки цилиндра блока стенкомером: 1, 2 — ножка приспособления; 3 — индикатор часового типа; 4 — поворотный упор
 |
Рис. 2.2.9 - Лекальный угольник
Для измерения диаметров отверстий применяют пневматические приборы. Схема такого прибора показана на рис. 2.2.10. Воздух от компрессорной установки под давлением 3—3,5 кгс/см2 по трубе 1 поступает во влагоотделитель 2 и затем в двухступенчатый стабилизатор 3 давления. Далее воздух по стеклянной трубке 6 и по шлангу 11 подводится к пневматическому калибру 9, имеющему два или более сопла 5. Трубка 6 изготовлена с высокой точностью и имеет конусность отверстия 1:1000. Внутри трубки помещен металлический поплавок 7, удерживаемый струей воздуха на определенном уровне. Если калибр 9 вставить в измеряемое отверстие, то воздух будет выходить в зазор между торцами сопел 8 и поверхностью детали. При большом зазоре расход воздуха будет больше и поплавок в стеклянной трубке поднимется на более высокий уровень. Так как величина расхода воздуха зависит от зазора между торцами сопел калибра и деталью, то по уровню поплавка на шкале 10 определяют фактические размеры отверстия. Шкала прибора должна быть протарирована для каждой группы деталей и настроена по калибру. Замер производят в двух взаимно перпендикулярных плоскостях и подлине.
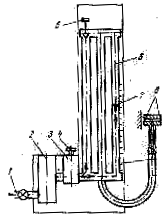
Рис. 2.2.10 - Пневматический прибор для измерения диаметров отверстий: 1 — трубка подвода сжатого воздуха; 2 — влагоотделитель; 3 — стабилизатор давления; 4 — винт; 5 — регулировочный винт; 6 — стеклянная трубка; 7 — поплавок; 8- сопла; 9 — калибр; 10 — шкала; 11 — шланг
Проверку герметичности водяной полости блока производят гидравлическим испытанием на стенде (рис. 2.2.11). Насос 10 закачивает жидкость из резервуара, расположенного в основании, в водяную полость испытуемого блока под давлением 4—5 кгс/см2. Давление жидкости в блоке контролируется манометром 7. Принципиальная гидравлическая схема привода всех оправок приведена на рис. 2.2.12. Принцип, действия и порядок работы на стенде следующий: после установки блока и поворотный барабан включают кран 5, при этом под давлением масла поршни гидроцилиндров введут оправки 2 во все цилиндровые гнезда; последующим включением крана 4 оправки 2 перекроют все цилиндровые гнезда. Включением крана 6 штоки гидроцилиндров 1 и 3 перекрывают торцовые и наклонные каналы блока. После закачки жидкости в водяную рубашку блока производится выдержка в течение 2 мин под давлением 4—5 кгс/см2. Течь при этом не допускается.