
При сварке с подтягиванием короткую часть плети освобождают от закрепления отвёртыванием гаек клемных болтов на 9-10 оборотов и подкладывают под неё на подкладки амортизаторы через каждые 15шпал полиэтиленовые прокладки с малым коэффициентом трения и затем производят сварку.
Сварка с предварительным изгибом привариваемой плети
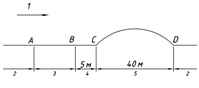
Рисунок 2.4 – схема изгиба плети при сварке с предварительным изгибом: А и В – места сварки; С и D – начало и конец изгиба плети
1 – направление движения ПРСМ;
2 – плеть не раскрепляется;
3 – вставка (12,5м);
4 – скрепления ослабляются;
5 – скрепления удаляются
При сварке с предварительным изгибом раскрепляется только часть плети. На участке длиной 5м от привариваемого конца плети гайки отвёртывают на несколько оборотов для облегчения продольного перемещения. Далее на участке длиной 40м клеммы полностью удаляют. Раскреплённую часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости на прямых участках в сторону оси пути, а на кривых — в наружную сторну кривой. Изгиб плети следует заканчивать, когда торец плети совпадает с торцом приваренной ранее рельсовой вставки.
В процессе сварки изогнутая часть плети выпрямляется под действием продольного усилия, создаваемого сварочной машиной. По окончании сварки плеть не должна занимать исходного положения — стрела остаточного изгиба должна оставаться в пределах 15-30см. Если остаточная стрела (наибольшее расстояние от внутреннего относительного изгиба плети края подошвы до наиболее удалённой от рельса реборды подкладки) выходит за указанные пределы, сварной стык должен быть забракован и вырезан из плети. Фактическая остаточная стрела изгиба должна быть записана сварщиком в сменный журнал.
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек нужно выполнять в направлении от замыкающего сварного стыка.
Сдвиг раскреплённой части плети при её изгибе перед сваркой и при выправлении после сварки должен происходить по трём скользунам.
Сварка рельсовых плетей при температуре рельсов ниже температуры их закрепления более чем на 5˚С
Если окончательное восстановление производится при температуре ниже температуры закрепления более чем на 5˚С, то плеть необходимо принудительно ввести в оптимальный режим температур с помощью ГНУ.
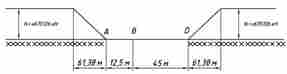
Рисунок 2.5 – Эпюра температурных сил в рельсовой плети в зоне производства работ без использования ГНУ (А и В – места сварки)
Величина температурной силы Ntв прилегающих учасках плети определяется по формуле
![]() , (2.19)
, (2.19)
где Δt – разность между температурой закрепления плети и температурой рельсов при производстве сварочных работ (окончательном восстановлении), ˚С.
Δt = tз – tок. восст.; (2.20)