
![]() - термический коэффициент расширения стальной головки;
- термический коэффициент расширения стальной головки;
![]() - температура подогрева головки, град
- температура подогрева головки, град
![]() м
м
![]() - коэффициент Пуассона.
- коэффициент Пуассона.
 МПа
МПа
напряжение на наружной поверхности головки шатуна:
![]() МПа<(
МПа<(![]() )=150МПа (5.41)
)=150МПа (5.41)
Напряжение на внутренней поверхности:
![]() МПа<(
МПа<(![]() )=150МПа (5.42)
)=150МПа (5.42)
Изгибающий момент в вертикальном сечении проушины:
![]() Н·м (5.43)
Н·м (5.43)
![]() – сила инерции поршневой группы Н (5.44)
– сила инерции поршневой группы Н (5.44)
Средний радиус поршневой головки:
![]() м (5.45)
м (5.45)
![]() ,
, ![]() – угол заделки, град.
– угол заделки, град.
![]() Н
Н
![]() Н·М
Н·М
Величина нормальной силы в этом же сечении:
![]() Н.(5.46)
Н.(5.46)
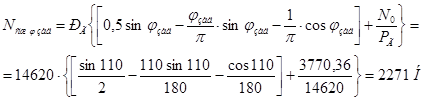
Величина нормальной силы в расчетном сечении от растягивающей силы для выбранного угла заделки:
![]()
Изгибающий момент в расчетном сечении:
![]() Н·м (5.48)
Н·м (5.48)
Напряжение от растяжения в наружном слое:

Где: К- коэффициент учитывающий наличие запрессованной втулки:
![]() (5.50)
(5.50)
где: F![]() ,F
,F![]() -площади сечения: стенок головки и втулки;
-площади сечения: стенок головки и втулки;

![]()
h![]() =
=![]() м (5.53)
м (5.53)
![]()
Суммарная сила, сжимающая головку:
![]() Н (5.54)
Н (5.54)
Нормальная сила для нагруженного участка:
Изгибающий момент для нагруженного участка:

 (5.57)
(5.57)
![]()
Напряжения в наружном слое от сжимающей силы:
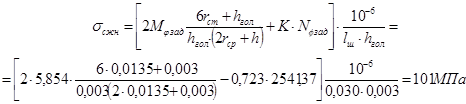 (5.58)
(5.58)
Запас прочности:
 (5.59)
(5.59)
где:![]() предел выносливости материала при растяжении;
предел выносливости материала при растяжении;
![]() - коэффициент, зависящий от характеристики материала;
- коэффициент, зависящий от характеристики материала;
![]() -коэффициент, учитывающий влияние технологического фактора.
-коэффициент, учитывающий влияние технологического фактора.

Расчёт стержня шатуна
Сила инерции, растягивающая шатун при номинальной частоте вращения:
 (5.60)
(5.60)
Максимальная сила давления газов, сжимающих шатун:
![]() (5.61)
(5.61)
![]() - атмосферное давление;
- атмосферное давление;
Суммарное напряжение при сжатии, с учетом продольного изгиба в плоскости качания шатуна:
![]() <
< ![]() , (5.62)
, (5.62)
где ![]() - коэффициент, учитывающий продольный изгиб;
- коэффициент, учитывающий продольный изгиб;
![]() - площадь шатуна в расчетном сечении
- площадь шатуна в расчетном сечении
![]()
![]() Суммарное напряжение при сжатии с учетом продольного изгиба в плоскости, перпендикулярной плоскости качания шатуна:
Суммарное напряжение при сжатии с учетом продольного изгиба в плоскости, перпендикулярной плоскости качания шатуна:
![]() <
< ![]() , (5.64)
, (5.64)